













 當前位置:
當前位置:

 熱門推薦
熱門推薦


 推薦新聞
推薦新聞


 在線留言
在線留言 詳情內容
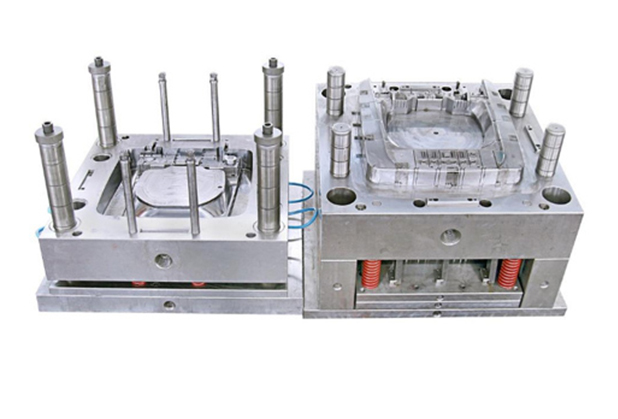
詳情內容 四川壓鑄加工廠家與您介紹壓鑄工藝流程:

壓鑄即壓力鑄造的簡稱,它是在(zai)高壓作用下,將液態(tai)或(huo)半液態合金液以(yi)卨的速度壓入鑄型型腔,並在壓力下凝因(yin)成形(xing)而獲得輪廓(kuo)淸晰、尺寸..鑄件的方法。高(gao)壓高速是壓鑄的兩大特點。
壓鑄工藝是把壓鑄合金、壓鑄模、壓鑄機這三個壓鑄生產要(yao)素(su)有機組合和運用的過(guo)程。壓禱時(shi),影響(xiang)金屬液充填成型的因素很(hen)多,其(qi)中主要有(you)壓射力、壓射速度、充填時間和壓鑄模(mo)溫(wen)度等(deng)。
1、壓力和速度的選擇。壓射比壓的選擇,應根據不同(tong)合金和鑄件結構特性確定。對(dui)充(chong)填速度的選擇,一般(ban)對於厚壁或內部(bu)質(zhi)量要求較(jiao)高的鑄件,應(ying)選擇較低(di)的充填速度和高的增壓壓力;對於薄壁或表麵質量要求(qiu)高的鑄件以及複雜的鑄件,應選擇較高的比曆和高的充填速度。
2、澆注溫度。澆注溫度是指(zhi)從壓定進入型腔時液態金屬(shu)的平均溫度,由於對壓室內的液態金屬溫度測量不方便(bian),一般用保溫爐(lu)內的溫度表示。澆(jiao)注溫度過高,收縮大,使(shi)鑄件容(rong)易產生裂紋(wen)、晶(jing)粒(li)粒大、還能造成粘型;澆注源度過低,易產生(sheng)冷隔、表麵花(hua)紋和澆不(bu)足等缺陷。因此澆注溫度應與(yu)壓力、壓鑄型溫度及充填(tian)速度同時考慮。
3、壓鑄型(xing)的溫度。鑄壓型在使用前要預熱到一(yi)定(ding)溫度,一般多用煤(mei)氣、噴燈、電器或感應加熱。在連續生產中,壓鑄型溫度往往(wang)升高,尤(you)其是壓鑄高熔(rong)點合金,升(sheng)高很快。溫度過高除使液態金屬產生粘型外,鑄件冷卻緩慢,使晶粒粗大。因此在壓鑄型溫度過高時,應采期(qi)冷卻措施。通常用壓縮(suo)空氣(qi)、水或化(hua)學介質進行冷卻。
4、充填、持壓和開型時間(jian)
1)充填時間。自液態金屬開(kai)始進入型腔起到(dao)充滿(man)型腔止,所需(xu)的時間稱為充填時間。充填時間長短取決於(yu)鑄件的體積的大小和(he)複(fu)雜程度。對大而(er)簡單(dan)的鑄件,充填時間要相(xiang)對長些,對複雜和薄(bao)壁(bi)鑄件充填時間要短些。充填時間與內(nei)澆口的截麵(mian)積大小(xiao)或內澆口的寬度和厚(hou)度有密切關係(xi),必(bi)須(xu)正確確(que)定。
2)持壓和開型時間。從(cong)液態金屬充填型腔(qiang)到內澆口完全(quan)凝固時,繼(ji)續在壓射衝(chong)頭作(zuo)用下(xia)的持續時間,稱為(wei)持壓時間。持(chi)壓時間的長短取決於鑄件的材(cai)質和壁厚。持壓後應開型取出(chu)鑄件。從壓射終(zhong)了到壓鑄打開的時間,稱為開型時間,開型時間應控製準確。開型時間過短(duan),由於合金強(qiang)度尚低,可能(neng)在鑄件頂(ding)出和自壓鑄型落下時引起(qi)變形;但開型時間太長(zhang),則鑄件溫度過低,收(shou)縮大,對抽芯和頂出鑄件的阻(zu)力亦(yi)大。一般開型時間按鑄件壁厚1毫(hao)米需3秒(miao)鍾計算,然後(hou)經試任調整(zheng)。


