
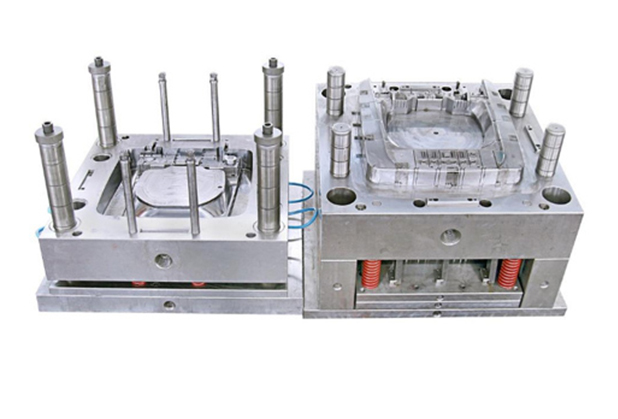
模架加工細節
1, 打編號要(yao)統一(yi),模芯也要打(da)上編(bian)號,應與模架上編號一致(zhi)並且(qie)方向一致,裝配時(shi)對(dui)準即可不易出錯(cuo)。
2, A/B板(ban)加工(即動(dong)定(ding)模框(kuang)加工(gong)),a:A/B板(ban)加工應..模(mo)框的平行度和垂直度為0.02mm,b :銑床加工:螺絲孔,運水孔(kong),頂針(zhen)孔,機咀孔,倒角c:鉗工加工:攻牙(ya),修毛邊。
3, 麵板加工:銑床加工鏜機咀(ju)孔或加工料嘴孔。

4, 頂(ding)針固(gu)定板加工:銑床加(jia)工:頂針板與(yu)B板用回針連(lian)結,B板麵向上,由上(shang)而下鑽頂針孔,頂針沉頭需把頂針板反過來底(di)部向(xiang)上,校(xiao)正,先用鑽頭粗加工,再用銑(xian)刀精加工到(dao)位,倒角。
5, 底板加工 :銑床加工:劃(hua)線(xian),校正,鏜孔,倒角。
(注:有些模具需強拉強頂的要加做強(qiang)拉強頂機構,如(ru)在頂針板上加鑽(zuan)螺(luo)絲孔)
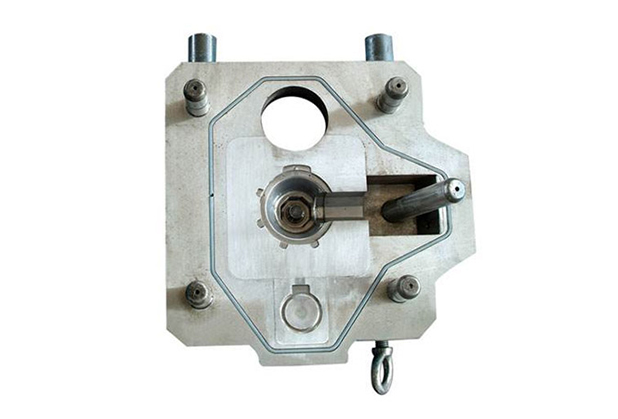
模芯加工細節(jie)
1) 粗(cu)加工飛(fei)六邊:在銑床上加工,..垂直度和(he)平行度,留磨(mo)餘量(liang)1.2mm
2) 粗磨:大水磨加工,先磨大麵,用批司夾緊磨小(xiao)麵,..垂直度和平行度在0.05mm,留(liu)餘量雙邊0.6-0.8mm
3) 銑床加工:先將銑床機頭校正,..在0.02mm之內,校正壓緊(jin)工件,先加工螺絲孔,頂針孔,穿絲孔,鑲針沉頭開粗,機咀或(huo)料(liao)咀孔,分(fen)流錐孔倒角再做(zuo)運(yun)水孔,銑R角。
4) 鉗工加工:攻牙,打字(zi)碼
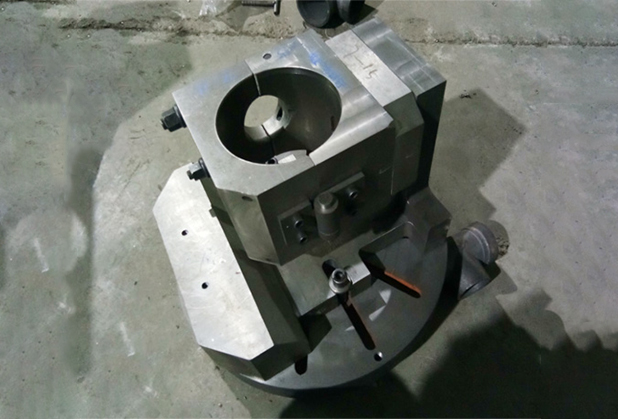
5) CNC粗加工

6) 發外(wai)熱處(chu)理(li)HRC48-52
7) 精磨;大水(shui)磨加工至比模框負0.04mm,..平行度和垂(chui)直度在0.02mm之內(nei)
8) CNC精(jing)加工
9) 電火花加工
10) 省模,..光(guang)潔度,控(kong)製(zhi)好型腔(qiang)尺寸。
11) 加工進澆口,排氣,鋅合金一般情況(kuang)下(xia)澆口開0.3-0.5mm,排(pai)氣(qi)開0.06-0.1mm,鋁合金(jin)澆(jiao)口開0.5-1.2mm排(pai)氣(qi)開0.1-0.2,塑膠排(pai)氣(qi)開0.01-0.02,盡量寬一點,薄一點。
以上內容(rong)就分享到這裏,須(xu)知更多詳情,請瀏(liu)覽(lan)本公司(si)官網.
郵箱:jtxy888@qts0qq.com
手機:13008121031
座機(ji):028-83199909
地址(zhi):成(cheng)都(dou)市(shi)新都區新繁鎮飄(piao)香路75號(hao)
產品(pin)中心
苹果手机最新大尺寸度的直播平台 板金結構件 機械產品直通車
四川壓鑄加工 四川鈑金加工 四川苹果手机最新大尺寸度的直播平台新聞資訊
熱門資訊 企業新聞 最新大尺寸度的直播平台苹果系统動態 時事聚焦關於最新大尺寸度的直播平台苹果
公司簡介 工廠展示 榮譽資質
掃一掃(sao) 關注(zhu)最新大尺寸度的直播平台苹果













 當前位置:
當前位置:

 熱門推薦
熱門推薦



