












 當前位置:
當前位置:

 熱門推薦
熱門推薦


 推薦新聞
推薦新聞

 在線留言
在線留言 詳情內容
詳情內容 成(cheng)都機(ji)箱(xiang)機櫃加工:

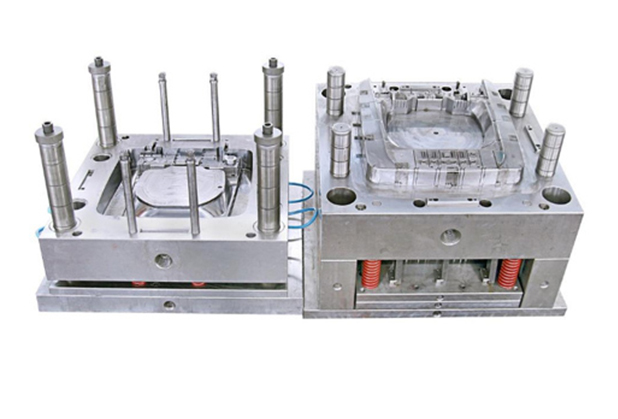
鈑金機箱加工一直是加工最新大尺寸度的直播平台苹果系统中(zhong)比較突出的加工形式,許多強度好、使用壽命長的鈑金材料外(wai)殼被應用在電子產品中。
鈑金機箱機櫃(gui)外殼加工流程(cheng):
1、彎(wan)曲時(shi),先根據圖紙尺寸和數據厚度確定彎(wan)曲時(shi)使用的工具和溝槽。選擇上模是防(fang)止(zhi)產品與刀(dao)具碰撞變形的關(guan)鍵。同一產品可采用不同(tong)型號的上模,下(xia)模的選(xuan)擇取決於(yu)板厚。
2、確定折彎的順(shun)序,一般(ban)的折(zhe)彎規律首先是(shi)內(nei)部的,然(ran)後是外部的,先是小的,然後(hou)是大的,先是特殊的,然後是普(pu)通的。將要壓死(si)邊(bian)的工件首(shou)先彎曲(qu)至30°~40°,然後用校平模(mo)具將(jiang)工件壓死。
3、工件的表麵(mian)處理應在折彎、衝壓和鉚接(jie)後進(jin)行,不同的鈑金表(biao)麵的處理(li)方法不同。冷板加工後,表麵一般電鍍。電鍍後不進行(xing)塗層處理。采(cai)用磷(lin)化處理,再進行塗(tu)裝(zhuang)處理。電鍍板表麵清(qing)洗,脫脂,然後噴(pen)塗。不鏽鋼板(帶(dai)鏡板(ban)、霧板、拉絲(si)板)彎曲前可刷(shua)塗,無需噴塗。如果需要(yao)噴塗,則應進行粗化(hua)處理;鋁(lv)板一般采用氧(yang)化處理,根據(ju)不(bu)同的噴塗顏色選擇不同的氧化背景(jing)顏色。
4、在板材底盤加工過程中,衝(chong)裁(cai)完成後,輸(shu)入下一工序,不同工件根據加工要求(qiu)進入相應的工藝。
有(you)彎曲、鉚(liu)接、翻邊攻絲、點(dian)焊(han)、衝孔凸殼(ke)和截麵差。有時彎曲一兩次後,應將螺母或(huo)螺柱(zhu)壓好,並考慮(lv)先(xian)加工有衝模凸(tu)殼和截麵差(cha)的中心(xin),以免(mian)其(qi)他工序先加工後幹(gan)涉,所需的加工無法完成。當上蓋(gai)或下殼上有鉤時,如(ru)果彎曲後不能接觸焊接,則應在彎曲前(qian)進行處理。


