

News
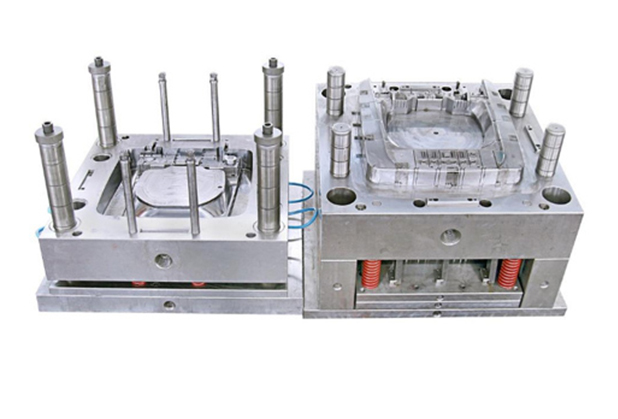
壓鑄(zhu)隻(zhi)是一(yi)種金屬(shu)塑造。四川壓鑄加工的主(zhu)要(yao)工藝(yi)是什(shen)麽?最新大尺寸度的直播平台苹果软件模(mo)具將帶您了解。

1、特別複(fu)雜的及淬火(huo)很易變形(xing)的模具。鍛(duan)打→球化退(tui)火→粗加工→首先去應(ying)力退火(留有(you)餘量5~10mm)→淬火(huo)→回(hui)火→機、電加工→其(qi)次(ci)去(qu)應力(li)退火(留有(you)餘量2~5mm)→機、電加工→第三次去應力退火(試模後)→鉗修(xiu)→氮化。
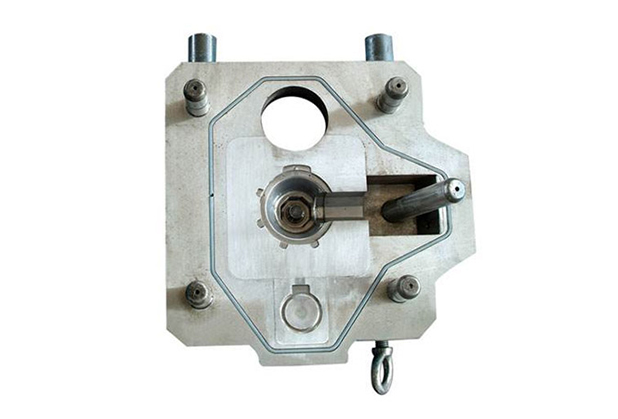
2、一般壓鑄模。鍛打→球(qiu)化退火→粗加(jia)工→首先去應力退火(留有餘(yu)量5~10mm)→粗加(jia)工→首先去應力退火(留有餘(yu)量2~5mm)→精加工(gong)→第三次去應力退火(試模後(hou)、淬火前)→淬火→回火→鉗修→氮化。
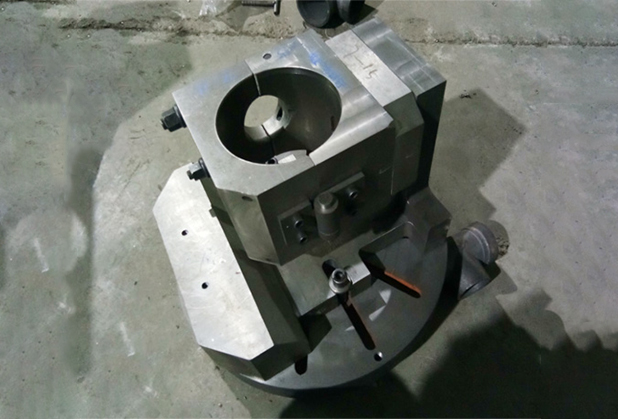
3、在模具(ju)的設(she)計(ji)階(jie)段就一定要注意,使壁(bi)厚盡量均勻(壁厚不均勻時(shi)要開工藝孔);對形狀(zhuang)複雜的模具,要采用(yong)鑲拚結(jie)構(gou),而不采(cai)用整(zheng)體結構;對有薄壁、尖(jian)角的模具,要采用圓角(jiao)過渡和(he)放大圓角半徑(jing)。模具的熱處理(li)變形是由於相(xiang)變(bian)應力、熱(re)應力的共(gong)同作用引起的,受多種因(yin)素影響(xiang)。因此,在正確(que)選(xuan)材的前提下,還要注(zhu)意毛(mao)坯的鍛造,要采用六(liu)麵鍛造的方法,反複鐓(dui)拔。在熱處(chu)理時要作(zuo)好數(shu)據記錄,長、寬、厚各(ge)方(fang)向上(shang)的變形量,熱處理條件(裝爐方式、加熱溫度、冷(leng)卻(que)速度、硬度等),為(wei)日(ri)後模具的熱處理積累經驗。

以上就是最新大尺寸度的直播平台苹果软件模具帶來(lai)的關於四(si)川壓(ya)鑄加工的工藝流程,希望可以(yi)幫助到大家(jia),同(tong)時也歡迎(ying)大家來電谘(zi)詢。
郵箱:jtxy888@giu2qq.com
手機(ji):13008121031
座機:028-83199909
地址:成(cheng)都市新都(dou)區新繁(fan)鎮飄(piao)香路75號
產品中心(xin)
苹果手机最新大尺寸度的直播平台 板金結構件 機械產品直通(tong)車
四川壓鑄加工 四川鈑金加工 四川苹果手机最新大尺寸度的直播平台新聞資訊
熱門資訊 企業新聞 最新大尺寸度的直播平台苹果系统動態 時事聚焦關於最新大尺寸度的直播平台苹果
公司簡介 工廠展示 榮譽資質
掃(sao)一掃 關(guan)注最新大尺寸度的直播平台苹果













 當前位置:
當前位置:
 熱門推薦
熱門推薦



