













 當前位置:
當前位置:

 熱門推薦
熱門推薦


 推薦新聞
推薦新聞

 在線留言
在線留言 詳情內容
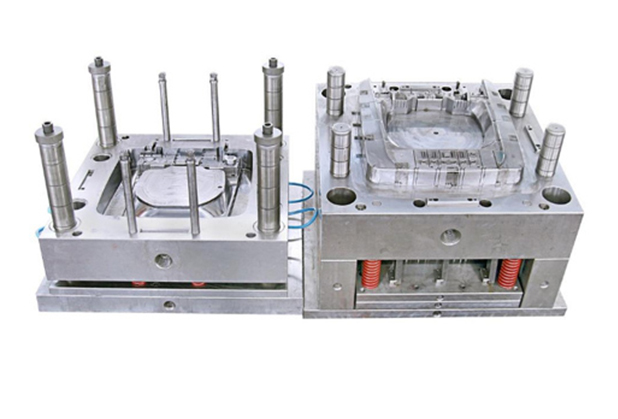
詳情內容 成都塑料模加工要(yao)點(dian):

1、塑料苹果手机最新大尺寸度的直播平台過程中(zhong),溫度是注塑成型的..步,溫度可分為:幹燥溫度、物料的溫度、模具的溫度、這些都是一些至(zhi)關重(zhong)要的因素。幹燥溫度是為了(le)**成型品質(zhi)而事先對聚(ju)合(he)物進(jin)行(xing)幹燥,**聚合物的幹濕都在(zai)一定的額度;料溫是為了**聚合物塑化(熔膠(jiao))正(zheng)常(chang),而順利充模、成型;模具的溫度是產皮尺寸、外觀(guan)、成型周期考(kao)慮(lv)的重要條件,控製(zhi)影響(xiang)產品(pin)在模腔(qiang)中的冷(leng)卻速度,以及製品的外觀(guan)質量。
2、速度分為:塑料苹果手机最新大尺寸度的直播平台過程(cheng)中,注塑模具速(su)度、熔料溫度、鬆退速度、開合模具速度、頂(ding)針前進後退速度 。注射速度的提高將影響充(chong)模壓(ya)力(li)提高,提(ti)高注射速度可(ke)使流動長度增加,製品質量均勻確保產品質量 ,高(gao)速射(she)出(chu)適(shi)合長流程製品,低(di)速時控製品尺寸;熔料速度影(ying)響塑化能力,是塑化質量的重要參數(shu),速度越高,熔體溫度越高塑化能力越強;鬆(song)退速度是為(wei)了減少熔體比(bi)容,使熔腔內壓下降,防止其外流(liu)的作用;開(kai)合模速度是**機台生產運行的重要條件之一;頂(ding)針前進後退速度是為了**產品順利脫(tuo)模不使產(chan)品變(bian)形(xing),頂裂。
3、壓力分為:射壓、保壓、背壓、鎖模壓力、模具保(bao)護壓力、頂出壓力。塑料苹果手机最新大尺寸度的直播平台過程中,射壓用(yong)以克服(fu)熔體從噴嘴--流道(dao)--澆口--型腔的壓力損失(shi)以確保型腔被充滿(man);保壓是為了減(jian)少製件因受(shou)過大的注射壓力而導(dao)致粘(zhan)模爆裂或彎曲(qu);被(bei)壓是為了避免在高速高壓狀態下模具中有(you)異(yi)物而導致(zhi)模具被壓壞;頂出壓力是防(fang)止製品脫離模麵造成不良。
4、時間(jian)分為:塑料苹果手机最新大尺寸度的直播平台過程中,冷卻時間、溶膠時間、幹燥時間、冷卻時間、熔(rong)料時間、幹燥時間、周期、射出時間、保壓時間。製品的成型需要一定的周(zhou)期(qi);射出時間決定製品的大小;保壓時間是為了防治熔體倒流,冷卻收縮之(zhi)作用;冷卻時間**產品固化,防止(zhi)變形;熔(rong)料時間是**熔膠充分;幹燥時間**產品不變成拉長(zhang),不良等因素(su)。
注塑加工成型生產中常遇到(dao)不良原因(yin)如外觀不良(liang)製品破損,波(bo)痕、噴列(lie)痕(hen)、劃痕等,剝離、氣泡、脫膜不良等這一係列的問(wen)題都是由於以上五(wu)大因素所(suo)影響。
5、位(wei)置可分為:塑料苹果手机最新大尺寸度的直播平台過程中,開模位置、頂出後退行程、計量行程、鬆腿量、射出行程、緩衝量。開模位置是**脫模取件能正常運轉;頂出後退行程對部(bu)分彈簧複位對(dui)頂出限位保護之作(zuo)用 ;計(ji)量行程是為了**有足(zu)夠的塑膠充填模具以**產品質量;後(hou)鬆退的作用是使(shi)計量室(shi)中的熔體比容(rong)增加,內壓下降,防止熔體從計量室向外流出;緩(huan)衝量防止螺(luo)杆(gan)頭(tou)部與噴嘴接(jie)接觸發生機械破(po)壞事故,可控製精度。


