












 當前位置:
當前位置:

 熱門推薦
熱門推薦


 推薦新聞
推薦新聞

 在線留言
在線留言 詳情內容
詳情內容 成都機箱機(ji)櫃加工:

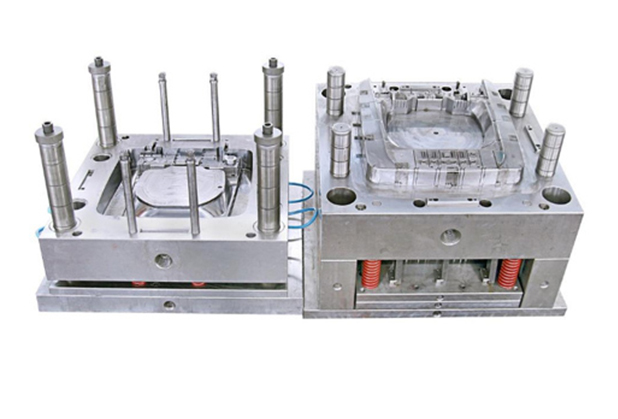
鈑金機箱加工一直是加工最新大尺寸度的直播平台苹果系统中比較突(tu)出的加工形式(shi),許(xu)多強度好、使用壽命長的鈑金材料外殼被應用在(zai)電子產品中。
鈑金機箱機櫃外殼加工流(liu)程:
1、彎曲時,先(xian)根據圖紙尺寸和數據厚(hou)度確定彎曲時(shi)使(shi)用的工具和溝槽(cao)。選(xuan)擇上(shang)模是(shi)防止產品與刀具碰撞變形(xing)的關(guan)鍵。同一產(chan)品可采(cai)用不同(tong)型(xing)號(hao)的上模,下(xia)模的選擇取決於板厚。
2、確定折彎的順(shun)序(xu),一般的折彎規(gui)律首(shou)先是內部的,然(ran)後是外(wai)部的,先是小的,然後是大的,先是特(te)殊(shu)的,然後是普(pu)通的。將要壓死(si)邊的工件首先彎曲至30°~40°,然後(hou)用校平模具將工件壓死。
3、工件的表(biao)麵(mian)處理應在折彎、衝(chong)壓和(he)鉚(liu)接(jie)後進行,不同的鈑金表麵的處理方(fang)法不(bu)同。冷板加工後,表麵一般電鍍。電(dian)鍍後不進(jin)行塗層處理。采用磷化(hua)處理,再進行塗(tu)裝(zhuang)處理。電鍍板表麵清洗(xi),脫(tuo)脂(zhi),然後噴塗。不鏽鋼板(帶鏡板、霧板、拉(la)絲板)彎(wan)曲前可刷塗,無需(xu)噴塗。如果需要噴塗,則應進行粗(cu)化處理(li);鋁(lv)板一般采用氧化處理,根(gen)據(ju)不同的噴塗顏(yan)色(se)選擇不同的氧化背景顏色。
4、在板材底盤(pan)加工過程中,衝裁完成後,輸(shu)入下一工序,不同工件根據加工要(yao)求進入相(xiang)應的工藝。
有彎曲、鉚接、翻邊攻絲、點焊、衝孔凸殼和截麵差。有時彎曲一(yi)兩(liang)次(ci)後,應將(jiang)螺(luo)母或螺柱壓好,並考慮(lv)先加工有衝模凸(tu)殼和截麵差的中(zhong)心,以免其他工序先加工後幹涉(she),所(suo)需的加工無法(fa)完成。當(dang)上蓋或(huo)下殼上有(you)鉤時,如果彎曲後不能接觸焊接,則應在彎曲(qu)前進行處理。


