












 當前位置:
當前位置:

 熱門推薦
熱門推薦


 推薦新聞
推薦新聞

 在線留言
在線留言 詳情內容
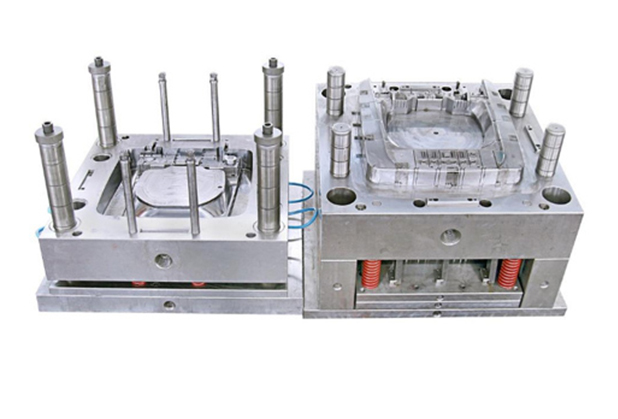
詳情內容 四(si)川(chuan)苹果手机最新大尺寸度的直播平台製造公司與您介紹精(jing)密(mi)衝壓苹果手机最新大尺寸度的直播平台工藝(yi)流程:

1、底麵(mian)加工,加工量**。
2、鑄件毛坯(pi)基準找(zhao)正,2D、3D型麵餘量檢查。
3、2D、3D型(xing)麵粗加工,非安裝非工作平麵加工(包括安全平台麵、緩衝(chong)器安裝麵、壓板平麵、側基準麵)。
4、半精加工前,側基(ji)準麵的找正(zheng)確保精度。
5、半精加工2D、3D型麵,精加工各(ge)類(lei)安裝工作麵(包括(kuo)限位(wei)塊安裝麵及接觸麵、鑲塊(kuai)安裝麵及靠(kao)背麵、衝頭安裝麵、廢料切刀安裝麵及靠背(bei)麵、彈簧安裝麵及接觸麵、各類行(xing)程限製工作麵、斜(xie)楔安(an)裝麵及(ji)靠背麵),半精加工各類導向(xiang)麵、導向孔,留餘量精加工工藝基準(zhun)孔(kong)及高度基準麵,並記錄數(shu)據。
6、檢驗複(fu)查(cha)加工精度。
7、鉗工鑲(xiang)作工序。
8、精加工前,工藝基準孔基準麵找正,鑲塊餘量檢查。
9、精加工型麵2D、3D,側衝型麵及孔位,精密苹果手机最新大尺寸度的直播平台工藝基準孔及高度基準,精加工導向麵及導向孔。
10、檢驗複查加工精度。


