
四(si)川苹果手机最新大尺寸度的直播平台需(xu)要注意哪(na)些事項呢?小編帶大家(jia)一起來(lai)了(le)解(jie)一下!

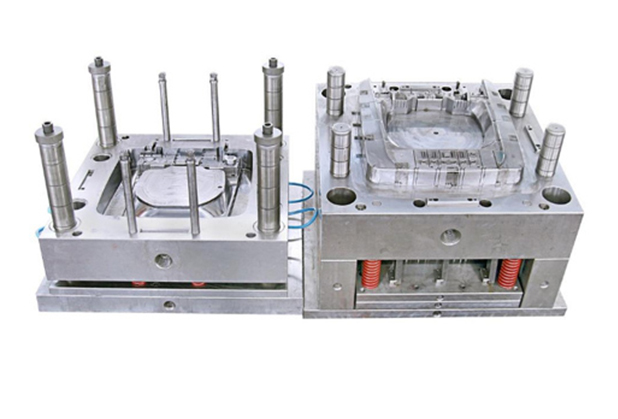
模(mo)具生產加(jia)工時,一般都(dou)是批量(liang)形成(cheng)的,因此最新大尺寸度的直播平台苹果對模具注塑技工(gong)方法以及過程(cheng)是非常重視的,如果在加工時,沒有根據(ju)規(gui)定的要求(qiu),會損壞注塑模具。
1、原料一般不需幹(gan)燥,個別(bie)情況(kuang)80℃烘(hong)2小時;
2、成型溫度範(fan)圍較(jiao)大,加熱(re)溶化及(ji)固化(hua)速度快, 故(gu)成型周期一般較短; 溫度參(can)數: 料筒(tong)溫度200℃左右, 料溫過高易出(chu)現(xian)銀(yin)絲, 而料溫過低會使透明性差;
3、模溫控製:模溫一般(ban)在50-80℃;
4、GPPS流(liu)動性(xing)很(hen)好(hao), 啤(pi)塑中不需要高壓(ya)力(通(tong)常(chang)注射(she)壓力10Mpa左右), 以免(mian)過(guo)大而增(zeng)加膠件內應(ying)力——可能(neng)導致開裂(尤其是(shi)經油漆裝飾 工序(xu)後);
5、注射速度直適當(dang)高以減弱夾水紋(wen), 但因注射速度受注射壓力影響大, 過高的速度可能會導致披鋒或出模時(shi)粘(zhan)模以及頂出時頂白頂裂(lie)等問題;
6、適當的背壓:如果背壓太(tai)低, 螺杆轉動易(yi)溢入空氣, 料筒內料粒(li)密度小, 膠粒塑化效果不好, 影響(xiang)膠件表觀質(zhi)量(一般背壓取10-20kg/cm2);g) 模具上一(yi)般設(she)計細水口(kou)為0.8-1.0mm.h) 玻(bo)璃(li)纖(xian)維(wei)強(qiang)化型PS-GF30,料筒溫(wen)度為180~275,模具溫度為20~80,成型(xing)收縮率0.1~0.2.密度1.29/cm3。
希望大家看了這(zhe)篇(pian)關於四川(chuan)苹果手机最新大尺寸度的直播平台的文章(zhang)對(dui)大家有幫助,更(geng)多詳細(xi)的知識(shi),歡迎關注最新大尺寸度的直播平台苹果,或(huo)者在線交(jiao)流,我公(gong)司竭誠(cheng)為(wei)您服務。
郵箱(xiang):jtxy888@pyd3qq.com
手機:13008121031
座(zuo)機:028-83199909
地(di)址:成都市新都區新繁鎮(zhen)飄香路75號
產品中心
苹果手机最新大尺寸度的直播平台 板金結構件 機械產品直通車
四川壓鑄加工 四川鈑金加工 四川苹果手机最新大尺寸度的直播平台新聞資訊(xun)
熱門資訊 企業新聞 最新大尺寸度的直播平台苹果系统動態 時事聚焦關(guan)於最新大尺寸度的直播平台苹果
公司簡介 工廠展示 榮譽資質
掃一掃 關注最新大尺寸度的直播平台苹果













 當前位置:
當前位置:

 熱門推薦
熱門推薦



