












 當前位置:
當前位置:

 熱門推薦
熱門推薦


 推薦新聞
推薦新聞

 在線留言
在線留言 詳情內容
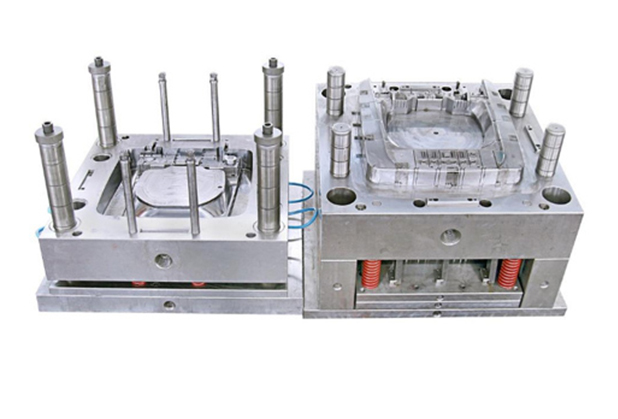
詳情內容 四川機械加工工藝分類及技術要求(qiu):

機械加工工藝是指在進行機械加工時(shi),操作人員進(jin)行加工前(qian)所需要做的工作,操作人員按(an)照(zhao)機械加工工藝進行相(xiang)關規範性(xing)操作,將(jiang)有(you)利於減少在機械加工過程中發生加工失(shi)誤,造成(cheng)經(jing)濟損失。
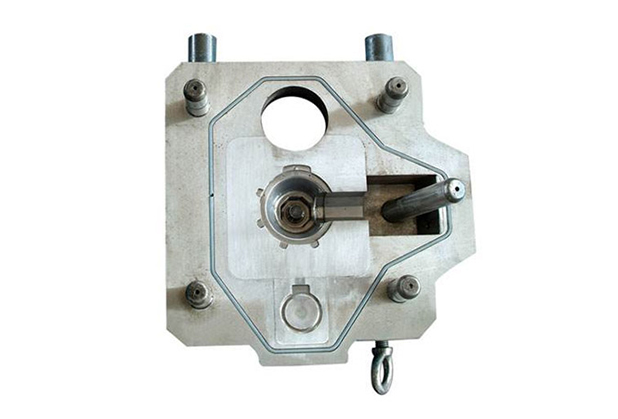
機械加工工藝的分類:
機械加工主(zhu)要有手動加工和數(shu)控加工兩大類。 手動加工是指通過機械工人手工操作銑床、車床、鑽(zuan)床和鋸(ju)床等(deng)機械設備來實現對各種材料進行加工的方法。手動加工適(shi)合進行小(xiao)批量、簡單的零(ling)件生產。數控加工(CNC)是(shi)指機械工人(ren)運(yun)用數控設(she)備來進行加工,這些數控設備(bei)包括加工中心、車銑中心、電火花線切割設備、螺紋切(qie)削機等。數控加工以連(lian)續(xu)的方式來加工工件,適合於大批(pi)量、形狀(zhuang)複雜的零件。
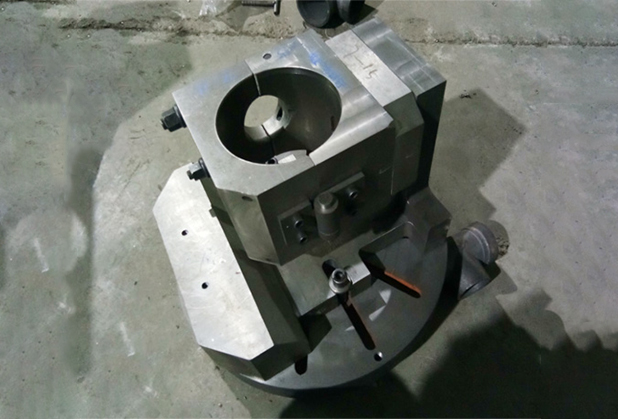
機械加工工藝的技術要求:
1、公差要求
(1)未注形狀公差應符合GB1184-80的要求。
(2)未(wei)注長(zhang)度尺寸允(yun)許(xu)偏差(cha)±0.5mm。
(3)鑄(zhu)件公差帶對稱於毛坯鑄件基(ji)本(ben)尺寸配置。
2、切削加工件要求
(1)零件應按工序檢(jian)查(cha)、驗收(shou),在前道工序(xu)檢查合(he)格後,方可(ke)轉(zhuan)入下道工序。
(2)加工後(hou)的零件不允許有毛刺。
(3)精加工後的零件擺放(fang)時不得直接放在地麵上(shang),應采取(qu)必要的支撐、保護措施(shi)。加工麵不允許有鏽蛀(zhu)和影(ying)響性能(neng)、壽命或(huo)外觀(guan)的磕碰、劃傷等缺(que)陷。
(4)滾壓精加工的表麵,滾壓後不得(de)有脫皮現象。
(5).終(zhong)工序熱處(chu)理(li)後的零件,表麵不應有氧(yang)化皮。經過精加工的配合麵、齒麵不應有退火。
(6)加工的螺紋(wen)表麵不允許有黑皮、磕(ke)碰(peng)、亂扣和毛(mao)刺等缺陷(xian)。


